| 15808023761 15808023760 023-47546974 |
| 15808023761 15808023760 023-47546974 |


手机:15808023761
15808023760
电话:023-47546974
网址:www.cqxcr.com
地址:重庆市江津区双福新区福星大道937号鑫成瑞暖通厂区
一、对通风管道制作的要求进行检查:检查通风管道穿越防护密闭墙、密闭墙的预埋密闭穿墙短管。通风预埋密闭短管采用厚度不小于3mm钢板机械卷制成形(其厚度还应根据预埋管管径大小确定,使预埋管不致变形),高品质中央空调防爆超压排气活门的预埋短管其厚度为6mm,密闭短管中间应设密闭肋,密闭肋厚度为5mm,密闭肋高度为50mm,密闭肋与短管应双面满焊、焊缝严密。密闭穿墙短管两端深处墙面的长度应大于100mm,管道内外部除与混凝土接触部分外均应刷两道防锈漆。二、对风管连接处制作的要求进行检查,九龙坡价格对染毒区的通风管道连接方法及密封进行检查。如无设计要求,其风管厚度应采用大于等于3mm的钢板焊接制作而成。风管与风管连接应采用焊接连接。通风管道与密闭阀门的连接应采用带密封槽的法兰连接,其法兰面应经机床车削加工,保证接触应平整,法兰面有1~2mm深的90°密封槽;风管与设备连接法兰之间应采用整体橡胶法兰垫圈,防爆超压排气活门法兰连接填料采用5mm整张橡胶垫圈密封(不得有拼缝),其他染毒区风管连接及法兰与设备连接采用4~5mm整张橡胶垫圈密封(不得有拼缝),连接处不得有漏缝现象。

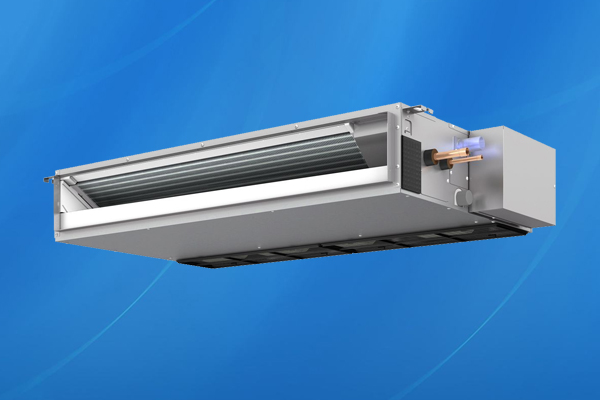
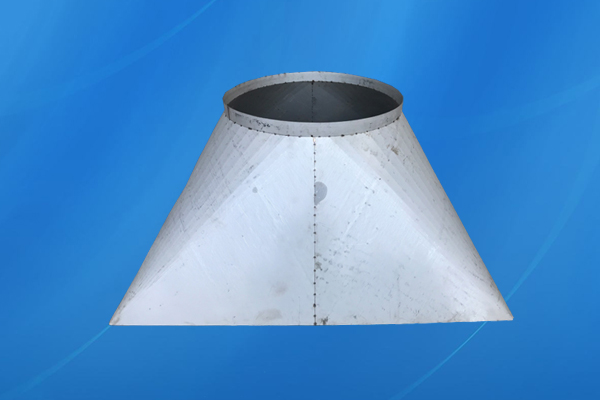
1,通风风管安装在支架上,应设托座。2,通风风管如有穿出屋面外部分,应设置防雨罩。3,通风风管采用无法兰连时,接口处应严密牢固。通风风管连接两平面应平直,不得错位及扭曲。4,输送易产生冷凝水的通风风管,安装应设计坡度。通风风管底部不能有纵向的接缝, 如必须有接缝,则应采用密封方式。通风管道安装完毕后,应进行严密性试验,如发现异常情况,通风管道的制作、安装、检验和试验,是一个连贯的工程,做到安全适用,经济合理,方便施工,确保通风管道的工程质量。

通风、空调设备防火防爆措施1、空气中含有容易起火或爆炸物质的房间,其送、排风系统应采用防爆型的通风设备和不会产生火花的材料(如可采用有色金属制造的风机叶片和防爆电动机)。当送风机布置在单独分隔的通风机房内,且送风干管上设置防止回流设施时,可采用普通型通风设备。2、含有易燃、易爆粉尘(碎屑)的空气,在进入排风机前应采用不产生火花的除尘器进行处理,以防止除尘器工作过程中产生火花引起粉尘、碎屑燃烧或爆炸。对于遇湿可能爆炸的粉尘(如电石、锌粉、铝镁合金粉等),严禁采用湿式除尘器。3、排除、输送有燃烧、爆炸危险的气体、蒸气和粉尘的排风系统,应采用不燃材料并设有导除静电的接地装置。其排风设备不应布置在地下、半地下建筑(室)内,以防止有爆炸危险的蒸气和粉尘等物质的积聚。4、排除、输送温度超过80℃的空气或其他气体以及容易起火的碎屑的管道,与可燃或难燃物体之间应保持不小于150mm的间隙,或采用厚度不小于50mm的不燃材料隔热,以防止填塞物与构件因受这些高温管道的影响而导致火灾。当管道互为上下布置时,表面温度较高者应布置在上面。

它是近年新的风管管材,以容重64 kg / m3、厚度25 mm的离心玻纤板为基材,内复玻璃丝布,外复防潮铝箔布(进口板材为内涂热敏丙稀酸聚合物,外层为稀纹布 / 铝箔 / 牛皮纸),用专用防火粘结剂复合干燥后,再经切割、开槽、粘结加固等工艺而制成,采用特种密封胶、压敏胶带、热敏胶带连接密封,根据风管断面尺寸、风压大小再采取适当的加固措施。具有消声、保温、防火、防潮、漏风量小、经济适用等优点,材质轻,搬运吊挂容易,现场修改方便、易施工,组装便捷,需密封的连接点少,节省安装空间,热效高,操作安静,工作寿命长,性能价格比优,综合造价低,要防止被水长期浸泡。
排烟阀是否存在常开的?这里的排烟阀也就相当于排烟口,对于常见的板式排烟口与多叶排烟口,市场上常见的均为常闭形式,一般不需要常开的排烟口。对于排风兼排烟系统的排烟口,可以采用“单层百叶 + 280 ℃ 电控排烟防火阀”进行控制。70 ℃防火阀的应用场合有哪些?防火阀应用场合很多,在空调送回风干管,通风风机进出口,风井入口,管道穿越防火分区 / 变形缝 / 重要房间 / 机房 / 火灾危险性大的房间的隔墙或楼板,垂直风管与每层水平风管连接处。等很多场合都需要设置防火阀。 空调新风取风管是否需要安装防火阀?一般不需要。特别是如果回风、送风均安装防火阀之后,新风取风口就没有必要在安装防火阀了。并且一般取风口位于室外,且按照规范要求与排烟口保持10 m以上的水平距离或3 m以上的垂直距离( 排烟口在上 ),一般烟气不会从新风口进入空调,所以一般不需要安装防火阀。
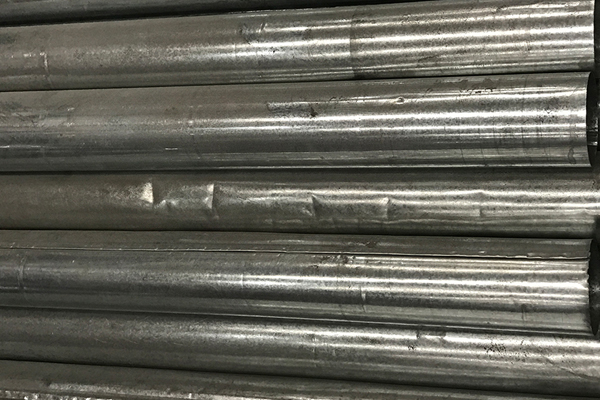
1. 技术背景,在焊接接头中由于焊接所引起的各种裂纹,统称焊接裂纹。焊接裂纹在焊缝金属与热影响区中都可能产生,是焊接凝固冶金和固相冶金过程中产生为危险的一种缺陷。焊接结构产生的破坏事故大部分都是焊接裂纹所引起的。随着现代工业的发展,焊接结构也趋向大型化、大容量和高参数发展。有的在低温、腐蚀介质下工作,也有的在高温高压下工作,广泛都用到各种高合金钢、不锈钢,以及种种合金材料。这些材料往往都对裂纹十分敏感,而裂纹却又是大多重大事故的诱因,必须十分重视。焊接裂纹种类繁多,产生的条件和原因各不相同。有些裂纹在焊后立即产生了,有些在焊后延续一定时间再产生,甚至在使用过程中,在一定的外界条件诱发下再产生。裂纹既出现在焊缝和热影响区表面,也产生在其内部。它对焊接结构的危害有以下几点。