| 15808023761 15808023760 023-47546974 |
| 15808023761 15808023760 023-47546974 |


手机:15808023761
15808023760
电话:023-47546974
网址:www.cqxcr.com
地址:重庆市江津区双福新区福星大道937号鑫成瑞暖通厂区
通风空调系统中风道及配件的加工与安装由重庆通风管来为你详细介绍
1.风管的规格
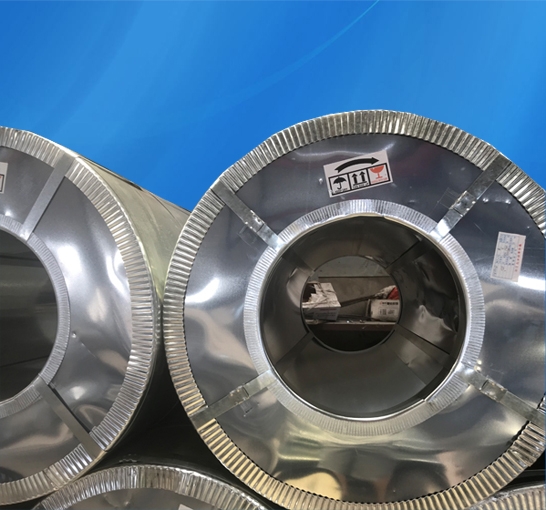
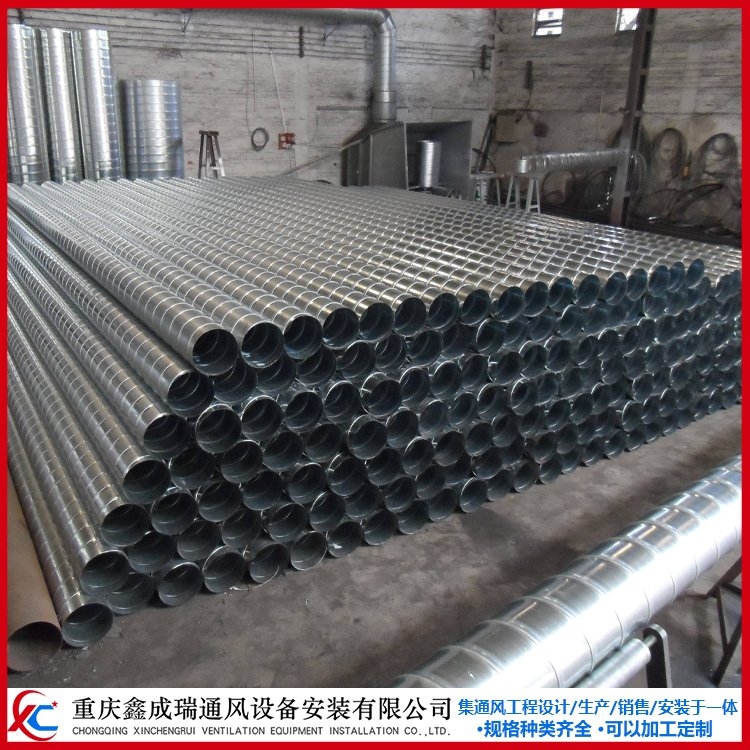
风管形有圆形(含椭圆)和矩形两种,金属风管按照成型方式分为板材对接的普通风管和带钢卷制螺旋焊风管;
螺旋缝钢板圆风管还可压扁成椭圆形,用来代替矩形风管。
螺旋缝钢板圆风管一般采用无法兰连接方式;
目前风管产品的规格已经标准化,并在我国范围内通用。
2.风道的材料
风管材料可分为金属和非金属;
金属风管又分为钢板风管(镀锌钢板风管)、铝板风管及不锈钢风管等;
金属风管目前应用较多,可以作为输送空气(送风排风)、输送烟气、锅炉烟道以及气力输送等场合;
镀锌钢板风管常被用于舒适性空调系统;
铝板风管和不锈钢风管多用在工艺性空调系统(净化空调)和对静电要求较高的场所。
非金属风管分为酚醛铝箔复合风管、聚氨酯复合风管、玻纤复合风管、水硬性无机玻璃钢风管、氯氧镁水泥风管、硬聚氯乙烯风管等。
3.风管板材的厚度
金属风管的板材厚度根据用途不同而不同
非金属风管的板材厚度
无机玻璃钢风管壁厚、成型法兰距离与厚度偏差(mm)
二、金属风管及配件的加工
金属风道的制作工序
1.金属风管板材及型钢的种类和特性要求
金属板材及型钢的种类、材质和特性要求
2.金属板材的剪切
1)手工剪切常用的工具有直剪刀、弯剪刀、侧刀剪和手动滚轮剪刀等,可依板材厚度及剪切图形情况适当选用。
2)剪切厚度在1.2mm以下。
3.金属风管的连接
风管有咬口、铆接和焊接三种,其中以咬口连接应用为普遍。
(1)咬口连接
把需要相互结合的两个板边折成能互相咬合的不同钩形,适用于厚度≤1.2mm的薄钢板、厚度≤1.0mm的不锈钢板和厚度≤1.2mm的铝板。
其咬口形式有:
单平咬口:用于板材的拼接缝和圆风管纵向的闭合缝,以及严密性要求不高的制品接缝。
单立咬口:用于圆风管端头环向接缝,如圆形弯头、圆形来回弯各管节间的接缝。
转角咬口:用于矩形风管及配件的纵向接缝和矩形弯管、三通的转角缝连接。
联合角咬口:也叫包角咬口,咬口缝处于矩形管角边上,用途同转角咬口。应用在有曲率的矩形弯管的角缝连接还为合适。
按扣式咬口:适用于矩形风管和配件的转角闭合缝。一侧的板边加工成有凸扣的插口,另一侧板边加工成折边带有倒钩状的承口,安装时将插
口插到承口就可组合成接缝:这种咬口的特点是咬合紧密,运行靠谱。目前咬口多采用机械加工。
风管和配件的咬口宽度和板材厚度有关,应符合有关规定。单平咬口加工过程和联合角咬口加工过程,咬口连接常采用机械咬口,常用的有直线多轮咬口机、圆形弯头联合咬口机、矩形弯头咬口机、合缝机、按扣式咬口机和咬口压实机等。
(2)焊接-钢板>1.2mm,不锈钢>0.7mm,铝板 >1.5mm
常用的焊接方法有气焊(氧-乙炔焊)、电焊或接触焊,对镀锌钢板则用锡焊加强咬口接缝的严密性。
常用的焊缝形式有对接缝、角缝、搭接缝、搭接角缝、扳边缝、扳边角缝等。板材的拼接缝、横向缝或纵向闭合缝可采用对接焊缝;矩形风管和配件的转角采用角焊缝;矩形风管和配件及较薄板材拼接时,采用搭接缝、扳边角缝和扳边焊缝。
镀锌钢板的锡焊只作咬口的配合使用,以加强咬口缝的严密度。锡焊用的烙铁或电烙铁、锡焊膏、盐酸或氯化锌等用具和涂料须齐备,锡焊须严格进行接缝处的除锈,方可焊接牢靠。氩弧焊接,氩弧焊接由于有氩气保护了被焊接的板材,故熔焊接头有很高的强度和耐腐蚀性能,由于加热量集中,热影响区小,板材焊接后不易发生变形,因此适于不锈钢板及铝板的焊接。重庆通风管介绍,有焊接的焊缝表面应平整均匀,不应有烧穿、裂缝、结瘤等缺陷,以符合焊接质量要求。
(3)铆接
铆接主要用于风管、部件或配件与法兰的连接。是将要连接的板材翻边搭接,用铆钉穿连并铆合在一起的连接。如下图所示”。
铆接在管壁厚度d≤1.5mm时,常采用翻边铆接,为避免管外侧受力后产生脱落,铆接部位应在法兰外侧。
铆接直径应为板厚的2倍,但不得小于3mm,其净长度L=2δ+1.5~2dmm。D为铆钉直径,δ为连接钢板的厚度,铆钉与铆钉之间的中点距一般为40~l00mm,铆钉孔中点到板边的距离应保持(3~4) d。
手工铆接时,先把板材与角钢划好线,以确定铆钉位置,再按铆钉直径用手电钻打铆钉孔,把铆钉自内向外穿过,垫好垫铁,用钢制方锤打堆钉尾,再用罩模罩上把钉尾打成半圆形的钉帽。这种方法工序较多,工效低,锤打噪声大,工人劳动强度大。手提电动液压铆接钳是一种效果良好的铆接机械。
按动手钳上的电钮,使压力油进入软管注入工作油罐,罐内活塞迅速伸出使铆钉顶穿铁皮实现冲孔。
铆接完成后,松开按钮,活塞杆复位。整个操作过程平均为2.2s。使用铆接钳工效高,省力,操作简便,穿孔、铆接一回完成,噪声很小,质量很高。
4.法兰连接
法兰有圆形和矩形两种。在通风和空调系统中,法兰用于风管与风管、风管与配件、部件之间的延长连接,同时对风管整体有一些的加以固定作用,使安装和维修都很方便。
法兰用角钢、扁钢加工制成。随着风管及风管配件、部件的定型化,其连接件法兰也已定型化。表中列出了圆形和矩形风管法兰的标准规格及定型尺寸,可做加工预制的依据。
5.金属风管的加以固定
风道加以固定的目的是在不改变风管板材厚度以及保持风管截面形状不发生变化情况下,增加管道强度。
风管的加以固定可采用楞筋、立筋、角钢(内、外加以固定)、扁钢、加以固定筋和管内支撑等形式。
风管的加固方式
⑴ 形直风管的加工与加以固定
圆形直风管制作长度按系统加工安装草图考虑运输及安装方便、板材的标准规格、节省材料等因素综合确定,一般不宜多过4m。
圆形风管本身强度较高,一般再不考虑风管自身的加以固定。
当直径大于700mm,两端法兰间距较大时,每隔1.2m左右,加设一道25×4的扁钢加以固定圈,用铆钉固定在风管上。
⑵ 矩形风管的加工与加以固定
矩形直风管在下料后,就可进行加工制作;
当风管周边总长小于板材标准宽度,即用整张钢板宽度折边成型时,可只设一个角咬口;
当板材宽度小于风管周长,大于周长一半时,可设两个角咬口;当风管周长很大时,可在风管四个角分别设四个角咬口。(内容来源于网络,如有侵权请联系我们删除6)